+86 139 5134 9332 customer601@sunhongco.com
 Português
PortuguêsNúmero Browse:0 Autor:editor do site Publicar Time: 2025-11-03 Origem:alimentado








Como melhorar o processo de corte de bordas de papel
Bicos para corte de bordas e cortadores de cauda
Os bicos de corte de borda são usados principalmente para aparar a borda do papel e cortar a cauda. O objetivo do corte em uma máquina de papel é separar as bordas formadas, que é separar as bordas irregulares e soltas, úmidas ou secas do papel após a formação, formando assim uma borda limpa e precisa. Isto não só garante que o papel possa ser cortado de acordo com o tamanho do produto produzido, mas também reduz a ocorrência de quebra de papel durante processos subsequentes.
Para obter o efeito desejado dos bicos de corte de borda, é necessário considerar e otimizar de forma abrangente os seguintes aspectos:
1. Manutenção de bicos de corte para corte
O bico de corte é o “coração” do sistema de corte e seu estado determina diretamente a qualidade do corte. Certifique-se de que o bocal de corte esteja em boas condições. O desgaste do bico de corte enfraquecerá o fluxo de água, resultando numa diminuição significativa na eficiência de corte.
O desgaste faz com que a coluna de água se quebre e se espalhe antes de atingir a folha de papel. Quando o formato da coluna d’água se rompe, ela começa a se atomizar e a perder o formato de “bastão de vidro”. As pequenas partículas que caem do fluxo de água também podem enfraquecer a força de impacto do fluxo de água, causando cortes irregulares, rebarbas, estiramento de fibras e quebra de papel. A substituição regular do bico ajuda a evitar que esses problemas ocorram devido ao desgaste. Materiais de alta qualidade, como bicos de rubi, podem estender o ciclo de substituição.
2. Pressão de água adequada para corte de borda mais limpo
A pressão da água é um parâmetro chave que determina a qualidade do corte. Se a pressão for muito baixa, o fluxo de água do bico não será capaz de cortar o papel com eficácia. Se a pressão for muito alta, poderá causar problemas de respingos e danificar a tela de formação onde o papel está localizado.
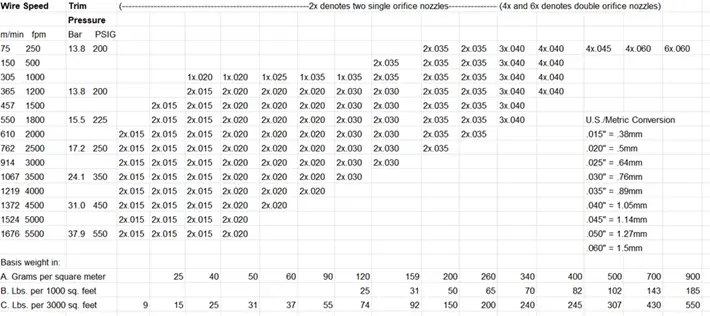
A configuração da pressão da água precisa levar em consideração vários fatores, como a gramatura do papel, a velocidade da linha de produção e a abertura do bico. Quando a pressão da água é alta, a força de impacto do fluxo de água é maior e o corte é mais limpo. A tabela a seguir fornece sugestões para ajustar a abertura e a quantidade do bico com base em fatores como velocidade de operação da linha, pressão da água utilizada e gramatura do papel produzido.
3. Use bicos de acabamento com furo duplo ou use dois bicos de acabamento
Na produção de papel, o processo de corte é crucial para a qualidade e estabilidade operacional do produto acabado. O uso de bicos com furo duplo ou dois bicos é uma abordagem recomendada. Nas fábricas de papel, a água doce e limpa é um recurso valioso. Embora os bicos de corte consumam menos água em comparação com outros processos, ainda é importante prestar atenção à conservação da água. O uso de um bico de furo duplo permite o uso simultâneo de vários jatos de água de menor diâmetro. Isto pode não só conseguir um corte mais limpo, mas também reduzir a quantidade de água necessária para esta operação.
Uma das razões para usar bicos de furo duplo é a redundância. Se houver bolhas na tubulação de água ou outras interrupções no fluxo de água principal, o segundo conjunto de fluxo do bico fornecerá redundância de corte. Isso ajuda a garantir que o papel possa obter sempre um corte perfeito e limpo nas bordas. Um efeito de corte limpo pode reduzir bastante a possibilidade de quebra do papel na linha de produção.

Bocal de acabamento de furo único

Bico de acabamento com furo duplo
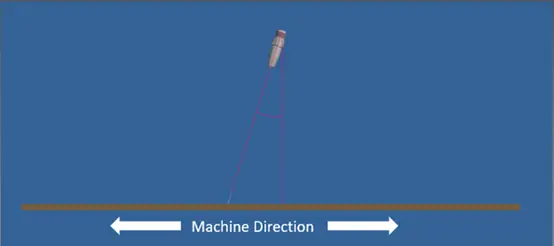
4. Disposição do bico e ângulo de pulverização
Incline o bico de corte em um ângulo de 10-20 graus em relação à direção de operação da máquina, voltado para a extremidade de secagem.
Ajustar o ângulo do bocal de corte serve principalmente para evitar respingos de névoa de água na malha ou tecido. Mesmo que ocorram respingos, as gotas de água cairão de volta no papel em vez de se acumularem fora do bocal. Se a névoa de água respingar de volta no bocal, é provável que detritos adiram à parte externa do bocal. Uma vez que os detritos se acumulam demais e caem sobre o papel, existe o risco de quebra do papel na máquina.
O design do bocal de corte também é um ponto chave. O bico de corte com borda de saída angular pode ser instalado de maneira direcional para permitir que detritos ou gotas caiam na parte danificada do papel, evitando assim a contaminação do papel eficaz.

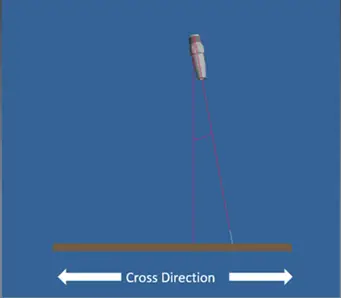
Incline o bico de corte horizontalmente em direção à borda da máquina em 5 a 15 graus
Quando o bocal de corte é inclinado em direção à borda da máquina, ele ajuda a separar a borda quebrada do papel da folha de papel principal. Certifique-se de que a borda quebrada do papel não se recoloque acidentalmente após a conclusão da operação de corte da borda. Quando o bico e a tubulação também estão inclinados em direção à borda da máquina, quaisquer gotas ou detritos podem se concentrar na borda quebrada do papel, evitando que caiam na folha de papel.
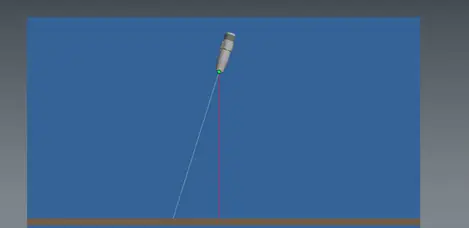
Coloque o bocal de corte 50-150 mm acima do tecido formador
Escolher a distância de pulverização de corte apropriada é crucial. Se o bocal de corte estiver muito próximo da folha de papel, uma grande quantidade de material pulverizado respingará de volta no bocal, danificando o tecido. Pelo contrário, se o bocal estiver demasiado afastado da folha de papel, a coluna de água pulverizada começará a quebrar, resultando numa diminuição da força de impacto e na incapacidade de obter um efeito de corte limpo.
Devido aos diferentes modos de operação de cada máquina, geralmente recomendamos uma distância de pulverização entre 50mm e 150mm, com valores específicos ajustados de acordo com a real situação de produção de cada dispositivo. Também é necessário considerar vários fatores, como o tipo de papel produzido, a pressão do bico de corte e a velocidade da máquina.
Coloque o bico da agulha de água atrás do tanque de sucção a vácuo da máquina de papel de alta velocidade
Em máquinas de papel de alta velocidade, a água gerada pelos processos de corte ou pelos rolos de sucção pode molhar novamente a folha de papel, fazendo com que suas bordas se fechem novamente. Esta situação pode causar quebra de papel e aumentar o consumo de energia nas seções de prensa e secadora. Se o processo de corte for realizado posteriormente, poderá reduzir a possibilidade de costurar novamente as bordas da folha de papel na folha de papel.